|
Меню сайта
Статистика
|
Два способа ковки металловДва способа ковки металловСуществуют два способа ковки — свободная ковка и штамповка. При свободной ковке заготовку, которую нужно отковать, кладут, не закрепляя, на неподвижную подставку — наковальню, над которой- вниз и вверх ходит молот боек. Быстро опуская и поднимая боек, по металлу наносят удары. При этом металл расплющивается (кузнецы говорят «течет»). Ширина и длина заготовки увеличиваются, а толщина уменьшается. После того как заготовку обожмут с одной стороны, ее поворачивают на 90° и вновь куют. Такие операции совершаются до тех пор, пока металл не примет нужной формы. Получается поковка. Очень крупные детали куют на гидравлических прессах. Разница между прессом и молотом в том, что молот ударяет по заготовке, а пресс давит на нее. Свободной ковкой молотами и прессами можно обрабатывать заготовки любого веса — и самые маленькие, и очень крупные, до 200т, например поковки для турбин наших гигантских электростанций. Однако таким способом невозможно изготовить детали точных размеров и форм. Поковки приходится потом обрабатывать на станках, превращая большую часть металла в стружку. Часто бывает и так: поковку ставят на станок при помощи крана, а деталь снимают руками. На обработке поковок занят большой парк металлорежущих станков, тратится огромное количество инструмента. Из сказанного ясно, что метод свободной ковки не наилучший; к нему прибегают лишь тогда, когда надо изготовить одну или небольшое количество одинаковых деталей. В массовом производстве, например на автомобильных, авиационных, вагоностроительных заводах, детали не куют, а штампуют. Штамповка по сути дела — та же ковка, но здесь «течение» металла ограничено формой — штампом. Штамп состоит из двух половин. Нижняя половина закреплена на наковальне неподвижно, а верхняя прикреплена к бабе молота и перемещается с ней вверх и вниз. Металл укладывают на нижний штамп. Под ударами молота он заполняет полость штампа, принимая ее форму, так как «течение» металла ограничено стенками штампа. Заготовки, полученные таким способом, называют штамповками. По форме и размерам они значительно больше приближаются к изделию, чем заготовки, полученные свободной ковкой. А значит, при последующей обработке в стружку уходит меньше металла. Есть и еще преимущество: отштамповать деталь можно гораздо быстрее, чем отковать. За время, в которое обычный молот откует одну или две детали, молот со штампом сделает десятки, а то и сотни деталей. 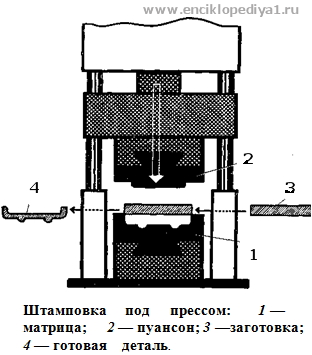
А насколько штамповка выгоднее других способов, можно судить по следующему примеру. Тридцать с лишним лет назад, когда в Москве только начинали делать автомобили, коленчатые валы вырезали из стальной полосы. При этом в стружку уходило около двух третей металла. Затем валы стали ковать. С поковок, полученных свободной ковкой, приходилось снимать «только» половину металла. Теперь коленчатые валы штампуют. Потери уменьшились до одной трети, но все же еще велики. В последние годы машиностроители стали применять новые высокопрочные и очень дорогие материалы. Поэтому перед технологами кузнечного производства встала задача — добиться еще более точных штамповок, чтобы и по форме, и по размерам они максимально приближались к изделиям. Эта задача теперь решена, и на ряде заводов уже производят крупногабаритные точные штамповки. Почему же совсем не отказаться от свободной ковки? Потому что изготовить штамп сложно и дорого; его делают из очень крепкой стали и очень точно. Поэтому к штамповке прибегают в тех случаях, когда нужно изготовить достаточно большое количество одинаковых деталей. Только тогда затраты на изготовление штампов оправдываются.
|
ПОИСК
Block title
|
